- Home
- Articoli e News
- Guida SLA
Guida SLA
Una buona stampa inizia con un modello ben progettato e ottimizzato per la stampa 3D. Abbiamo creato questa guida di progettazione per illustrare alcune delle caratteristiche minime che ci si può aspettare per la buona uscita di una stampa SLA. Seguendo queste linee guida, potrai ridurre al minimo gli errori e ottenere risultati di alta qualità, riducendo tempi di revisione e costi aggiuntivi.
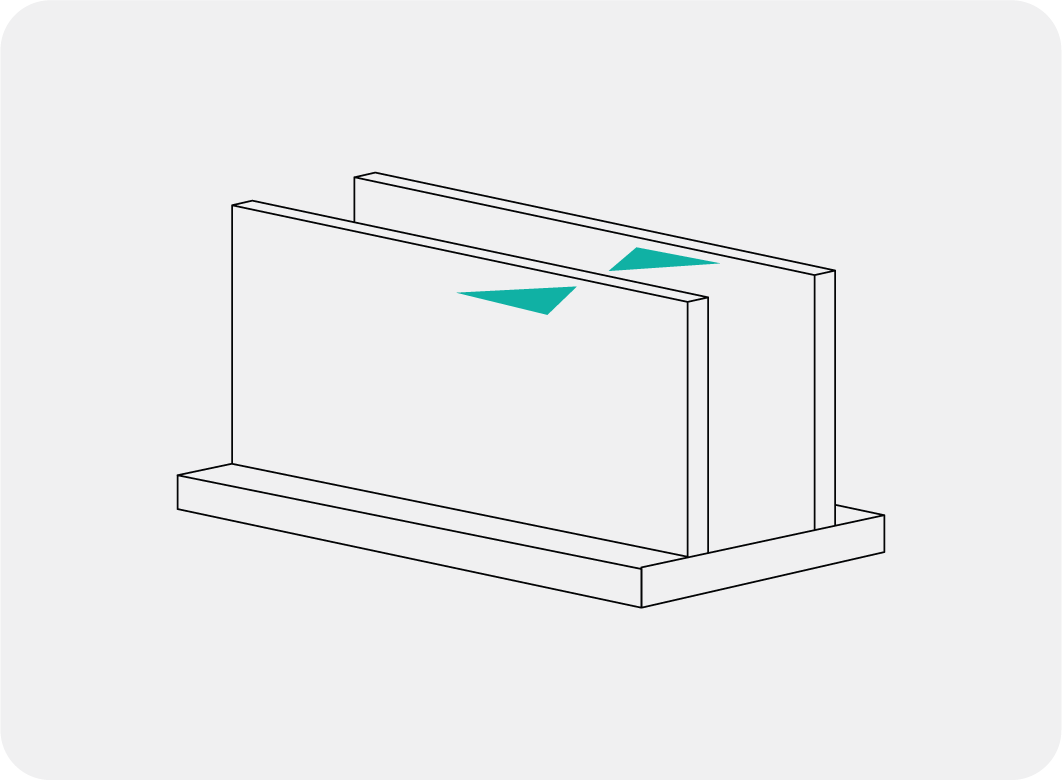
 SPESSORE MINIMO DELLE PARETI SUPPORTATE
SPESSORE MINIMO DELLE PARETI SUPPORTATE
Lo spessore delle pareti è un fattore cruciale per garantire la resistenza della stampa e la corretta riproduzione del dettaglio. Nella stampa SLA, consigliamo uno spessore minimo di 0,2 mm per elementi sottili e decorativi. Per le parti strutturali, è meglio mantenere uno spessore minimo di 1 mm, per assicurare robustezza e durabilità.
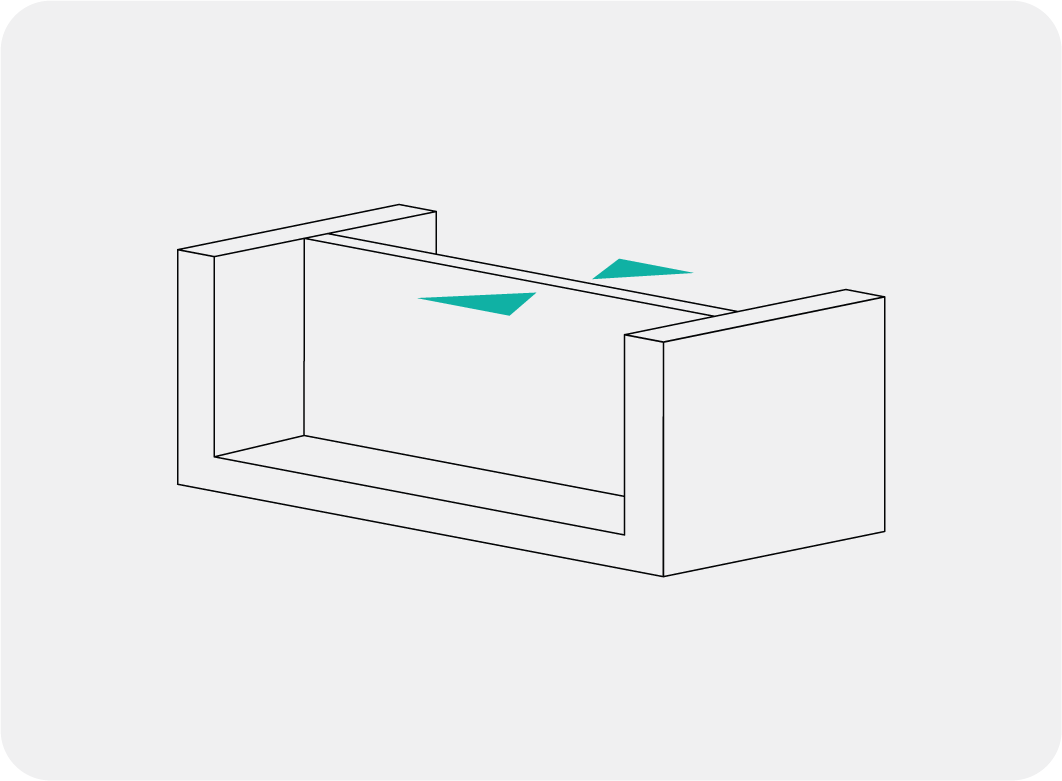
SPESSORE MINIMO DELLE PARETI SENZA SUPPORTI
Consigliato: 0,2 mm
Una parete non supportata è collegata ad altre pareti su meno di due lati. Se è di dimensioni inferiori a 0,2 mm, può deformarsi o staccarsi dal modello durante la stampa.
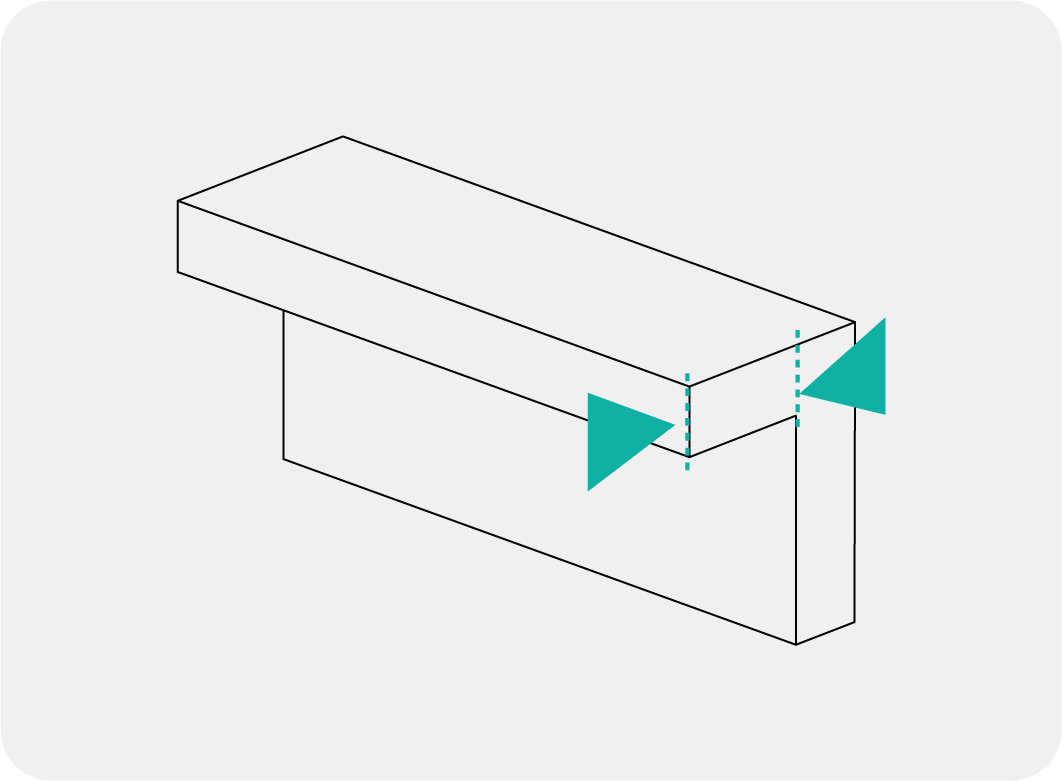
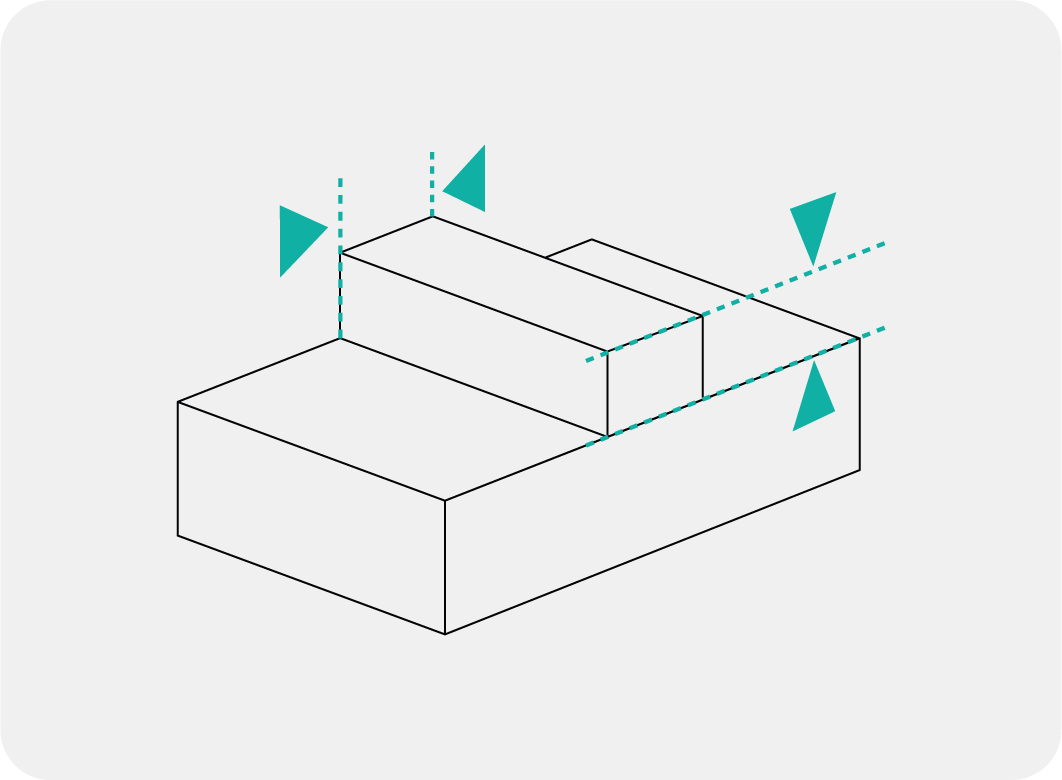
LUNGHEZZA MASSIMA DELLE SPORGENZE SENZA SUPPORTI
Consigliata: 5,0 mm
Per “sporgenza” si intende una parte del modello che sporge orizzontalmente in maniera parallela alla piattaforma di stampa. Sconsigliamo di stampare tali particolari senza supporti, perché gli strati non possono sostenerne la struttura. Le sporgenze orizzontali si deformano leggermente quando sono superiori a 1 mm, e questo difetto peggiora sempre più con l’aumentare della lunghezza della sporgenza.
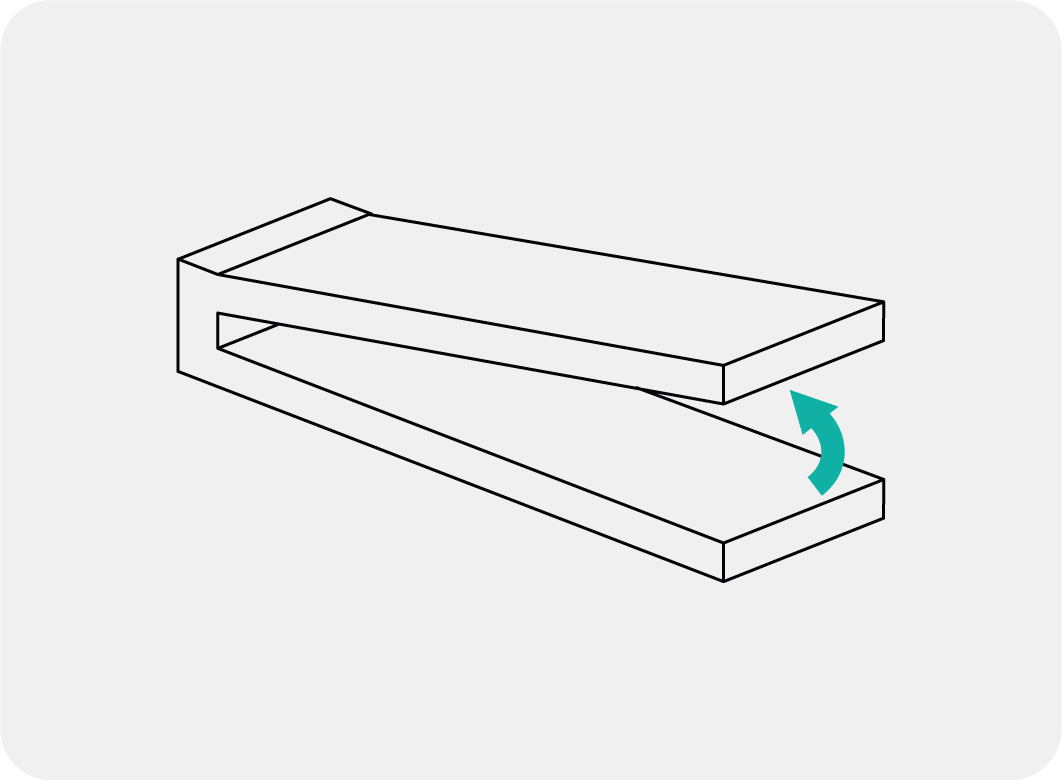
ANGOLAZIONE MINIMA DELLE SPORGENZE NON SUPPORTATE
Consigliata: 10° dal piano (35 mm di lunghezza; 10 mm di larghezza; 3 mm di spessore)
L’angolo della sporgenza si riferisce all’angolo rispetto al piano orizzontale. La stampa con un angolo inferiore a 10° potrebbe causare la rottura della sporgenza del modello durante il processo di distacco. Ruota la parte in modo che le superfici piane possano essere sostenute da supporti, se non sono già autoportanti.
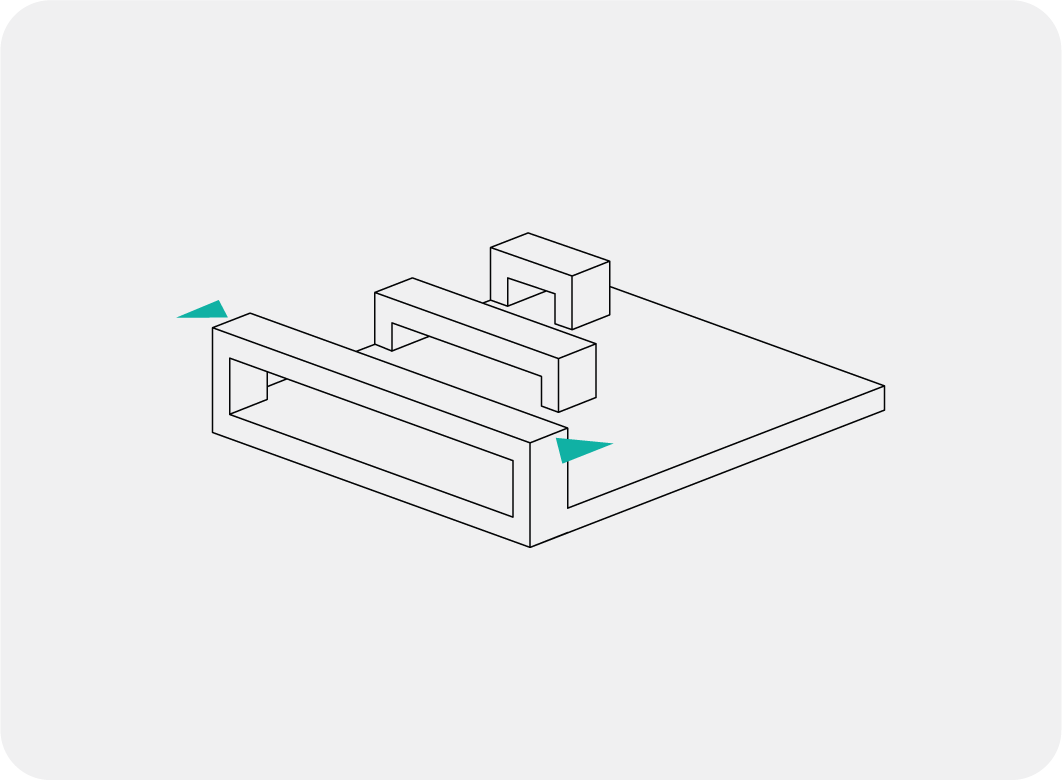
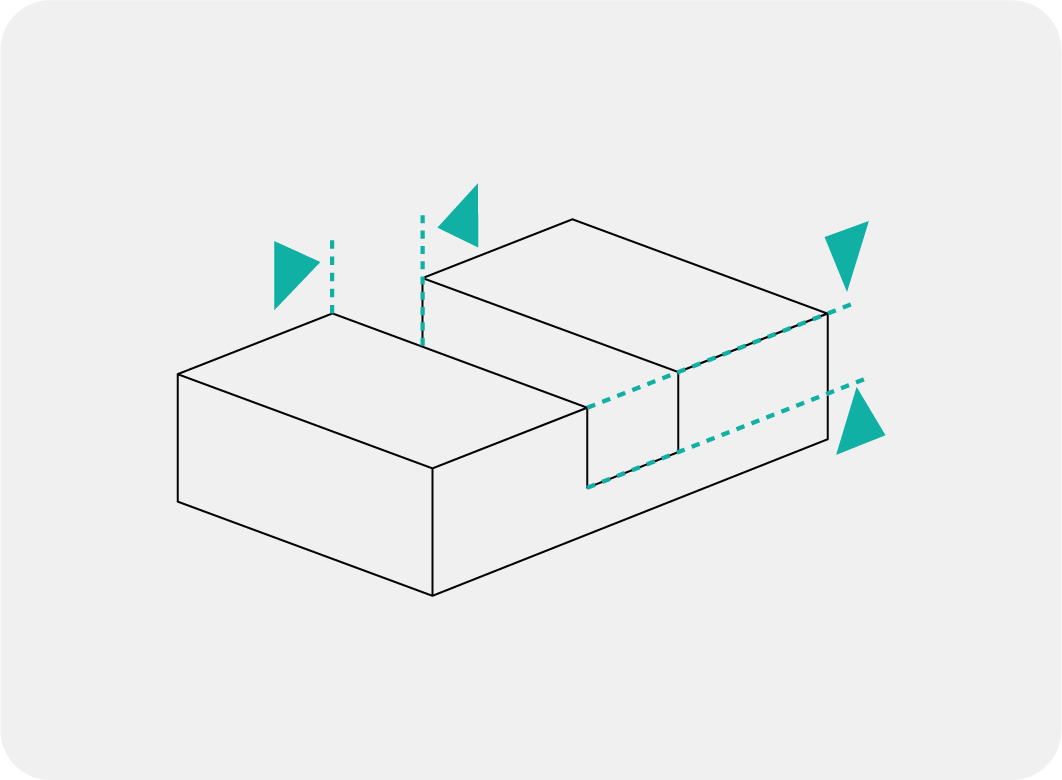
SPAZIATURA MASSIMA PER ARCATE/PONTI
Consigliata: 5,0 mm
Per “sporgenza” si intende una parte del modello che sporge orizzontalmente in maniera parallela alla piattaforma di stampa. Sconsigliamo di stampare tali particolari senza supporti, perché gli strati non possono sostenerne la struttura. Le sporgenze orizzontali si deformano leggermente quando sono superiori a 1 mm, e questo difetto peggiora sempre più con l’aumentare della lunghezza della sporgenza.
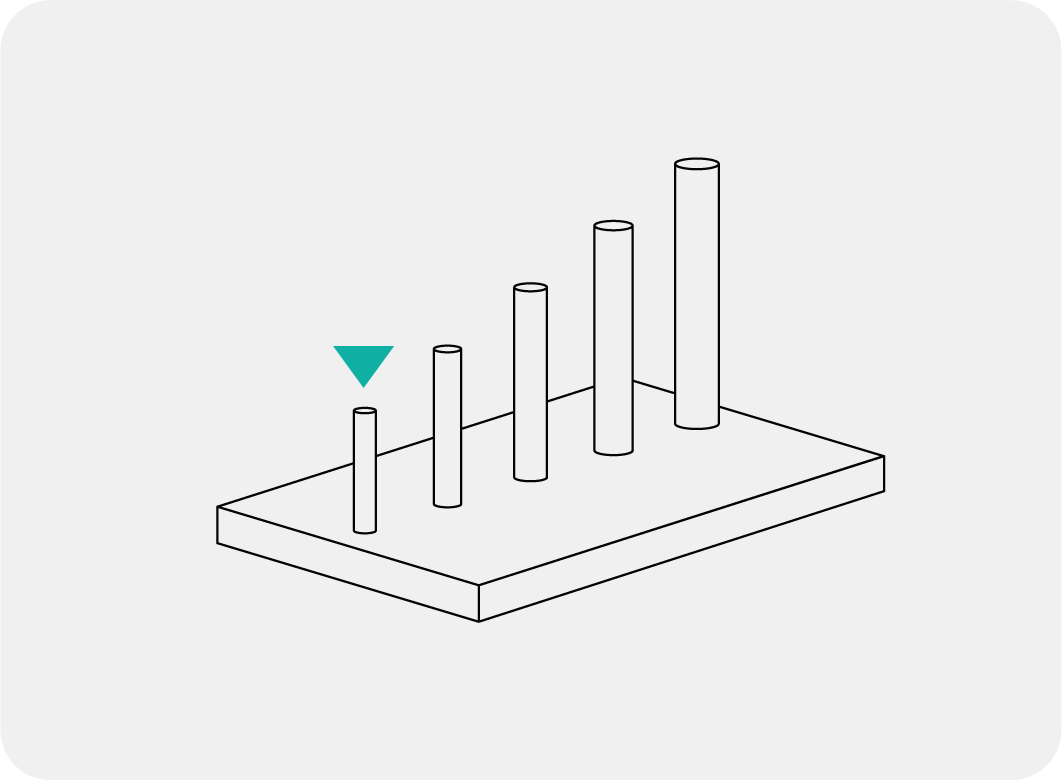
DIAMETRO MINIMO PER CILINDRI IN VERTICALE
Consigliato: da 0,2 mm (7 mm di altezza) a 1,5 mm (30 mm di altezza)
Un cilindro è una caratteristica la cui lunghezza è superiore a due volte la sua larghezza. Il rapporto è fondamentale per la stampa dei cilindri; con uno spessore di 0,2 mm è possibile stampare fino a 7 mm di altezza prima di iniziare a notare delle distorsioni. I cilindri da 1,5 mm possono raggiungere fino a 30 mm di altezza senza difetti.
ALTEZZA MINIMA DETTAGLI GOFFRATI
Consigliata: 0,1 mm
I dettagli goffrati sono quei particolari superficiali in rilievo sul modello, ad esempio un testo. I dettagli con meno di 0,1 mm di spessore e di altezza possono non essere visibili sulla parte stampata.
 ALTEZZA MINIMA DETTAGLI INCISI
ALTEZZA MINIMA DETTAGLI INCISI
Consigliata: 0,15 mm
I dettagli incisi sono caratteristiche impresse o incassate sul modello. I dettagli con spessore e altezza inferiori a 0,15 mm potrebbero non essere visibili, perché saranno fusi con il resto del modello durante il processo di stampa.
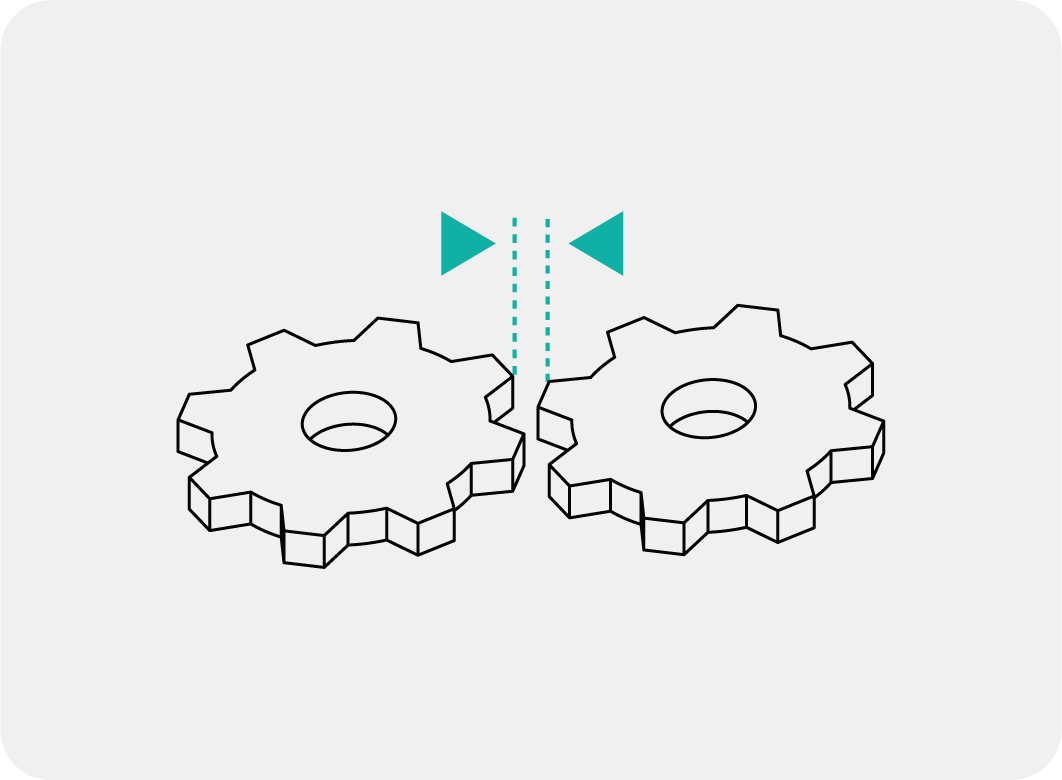 GIOCO MINIMO
GIOCO MINIMO
Consigliato: 0,5 mm
Il gioco è la distanza necessaria tra due parti in movimento di un modello (ad esempio, la distanza tra ingranaggi o giunti). Una distanza inferiore a 0,5 mm può causare la fusione delle parti.
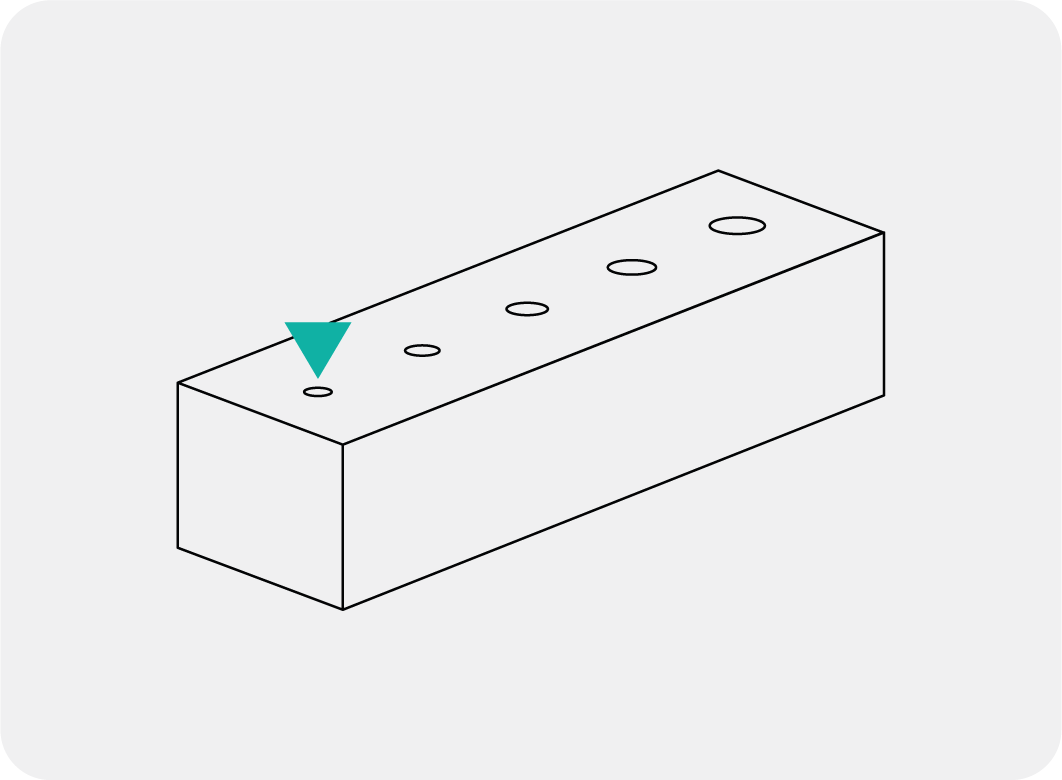 DIAMETRO MINIMO FORI
DIAMETRO MINIMO FORI
Consigliato: 0,5 mm
I fori con un diametro inferiore a 0,5 mm negli assi X, Y e Z possono chiudersi durante la stampa.
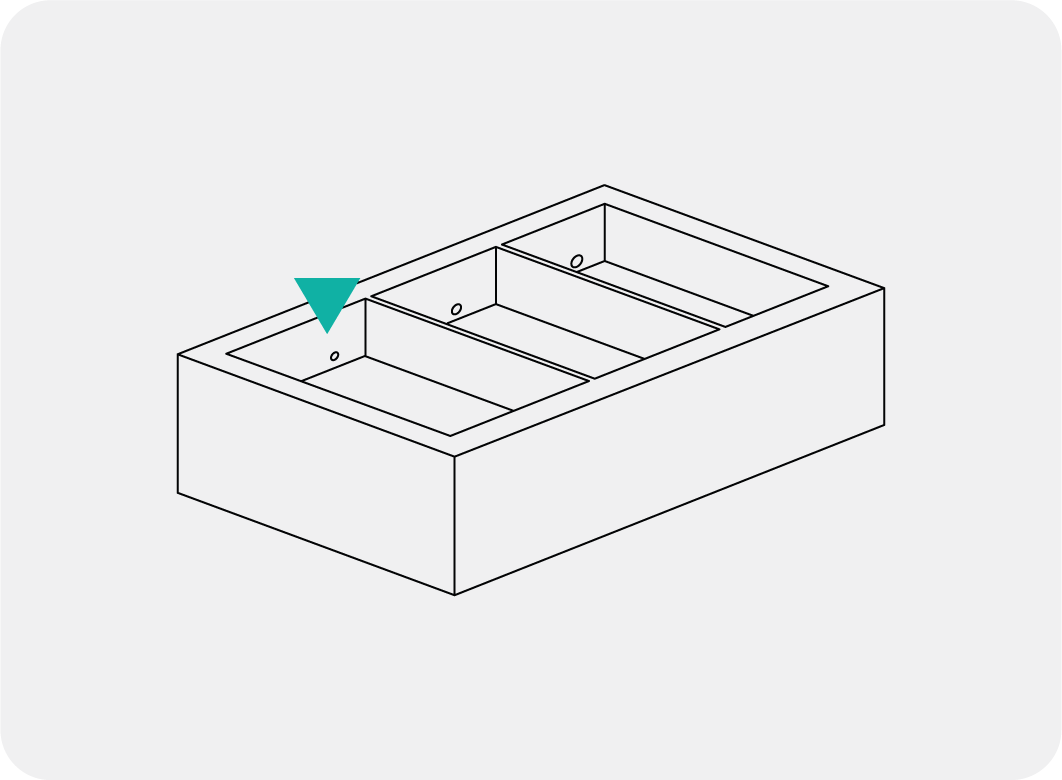 DIAMETRO MINIMO FORI DI DRENAGGIO
DIAMETRO MINIMO FORI DI DRENAGGIO
Consigliato: 2,5 mm di diametro
I fori di drenaggio sono consigliati per far fuoriuscire la resina dai modelli cavi e completamente chiusi (come una sfera vuota o un cilindro cavo stampato direttamente sulla piattaforma di stampa). Senza fori di drenaggio di almeno 2,5 mm di diametro, la parte può intrappolare la resina e portare all’esplosione della stampa.
Seguendo queste linee guida, potrai creare modelli pronti per la stampa, ottimizzati per il processo SLA e ridurre al minimo i rischi di errori o difetti. Siamo a tua disposizione per ogni ulteriore chiarimento o per assisterti nella revisione dei tuoi file.
Contattaci per un preventivo rapido, il nostro servizio di assistenza ti guiderà nella scelta del materiale e dei sistemi più adatti al tuo progetto.