- Home
- Articoli e News
- Guida SLS
Guida SLS

La sinterizzazione laser selettiva (SLS) è una tecnologia versatile che consente la realizzazione di geometrie complesse senza necessità di supporti. Tuttavia, per ottenere risultati ottimali, è essenziale seguire alcune regole di progettazione che minimizzino errori e difetti durante la produzione. Di seguito, troverai alcuni parametri chiave da rispettare per garantire file corretti e una stampa efficace.
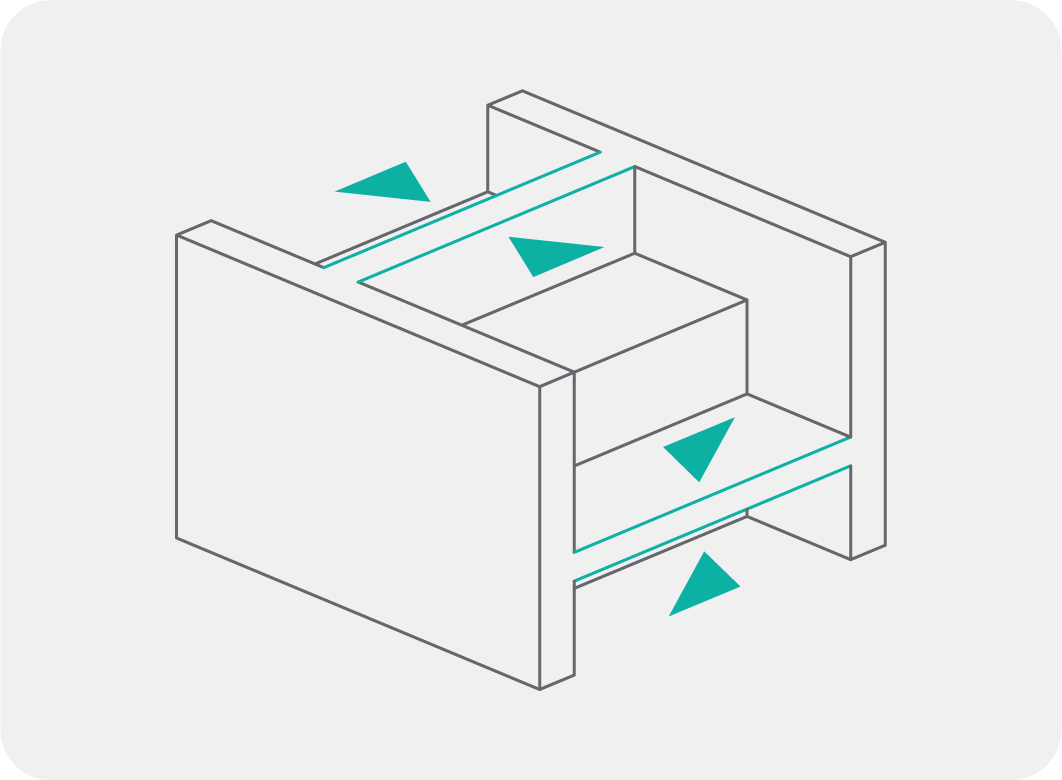 SPESSORE MINIMO DELLE PARETI SUPPORTATE
SPESSORE MINIMO DELLE PARETI SUPPORTATE
Pareti verticali: 0,6 mm
Pareti orizzontali: 0,3 mm
Lo spessore minimo della parete supportata è lo spessore minimo richiesto per una parete supportata su due o più lati. Le pareti troppo sottili possono deformarsi o staccarsi dal modello.
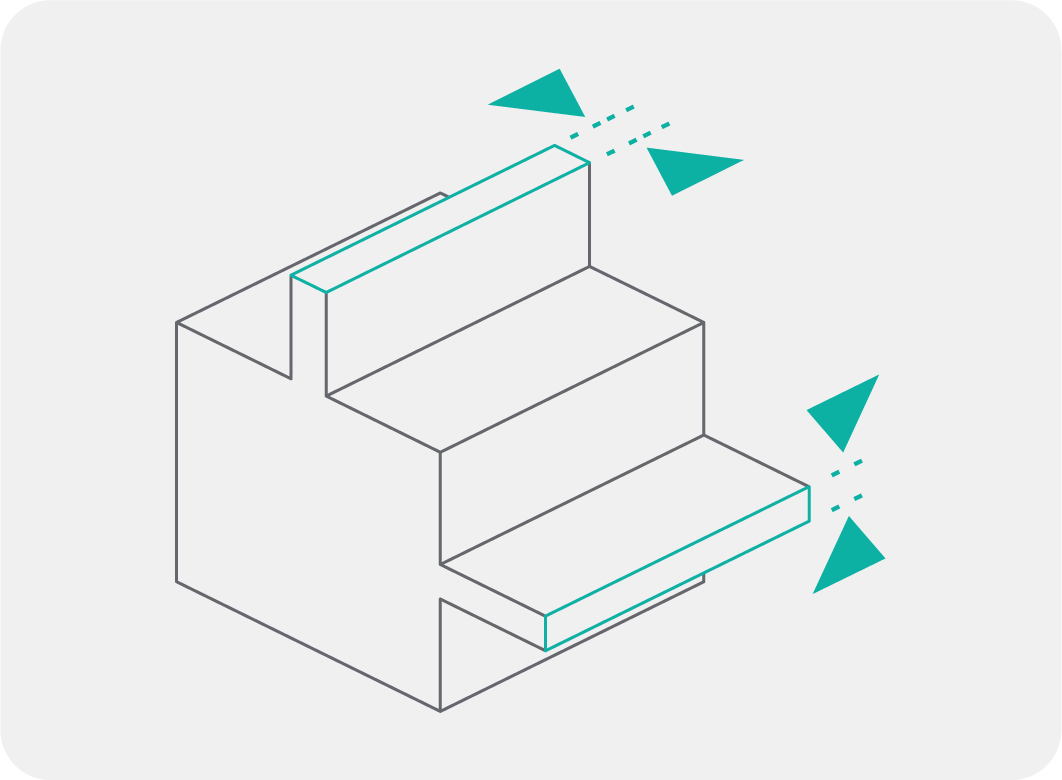 SPESSORE MINIMO DELLE PARETI SENZA SUPPORTI
SPESSORE MINIMO DELLE PARETI SENZA SUPPORTI
Pareti verticali: 0,6 mm
Pareti orizzontali: 0,3 mm
Lo spessore minimo della parete non supportata è lo spessore minimo richiesto per una parete supportata su meno di due lati. Le pareti troppo sottili possono deformarsi o staccarsi dal modello.
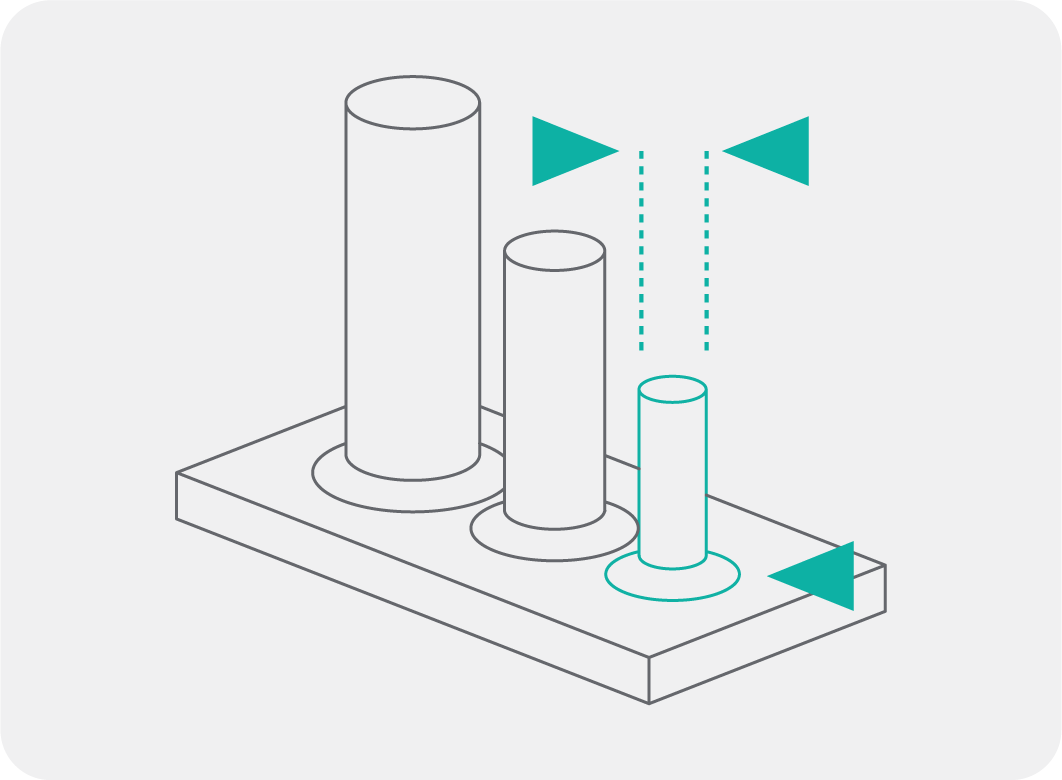 DIAMETRO MINIMO PER CILINDRI IN VERTICALE
DIAMETRO MINIMO PER CILINDRI IN VERTICALE
0,8 mm
Il diametro minimo del perno è il diametro più piccolo che può essere stampato con successo.
Nota: Per evitare che si spezzino in fase di pulitura sfilettare i bordi nel punto in cui si incontrano con il resto del pezzo
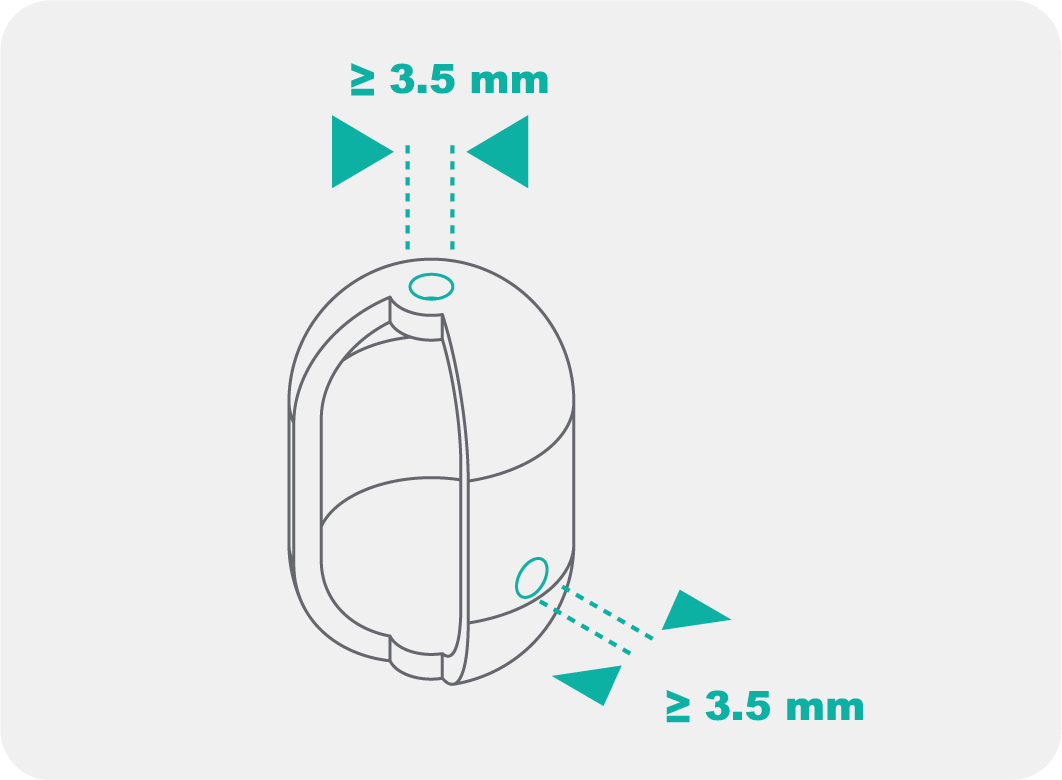 FORI DI USCITA
FORI DI USCITA
Le cavità chiuse rimangono piene di polvere non sinterizzata senza fori di fuga adeguati. Per ottenere i migliori risultati, prevedere almeno 2 fori di fuga dalla cavità di diametro pari o superiore a 3,5 mm.
Nota: un numero maggiore di fori di fuga e di dimensioni maggiori facilita la rimozione della polvere non sinterizzata dalle cavità interne. Per garantire una superficie interna pulita, progettare il pezzo in modo che la superficie in questione sia facilmente accessibile con gli strumenti di pulizia.
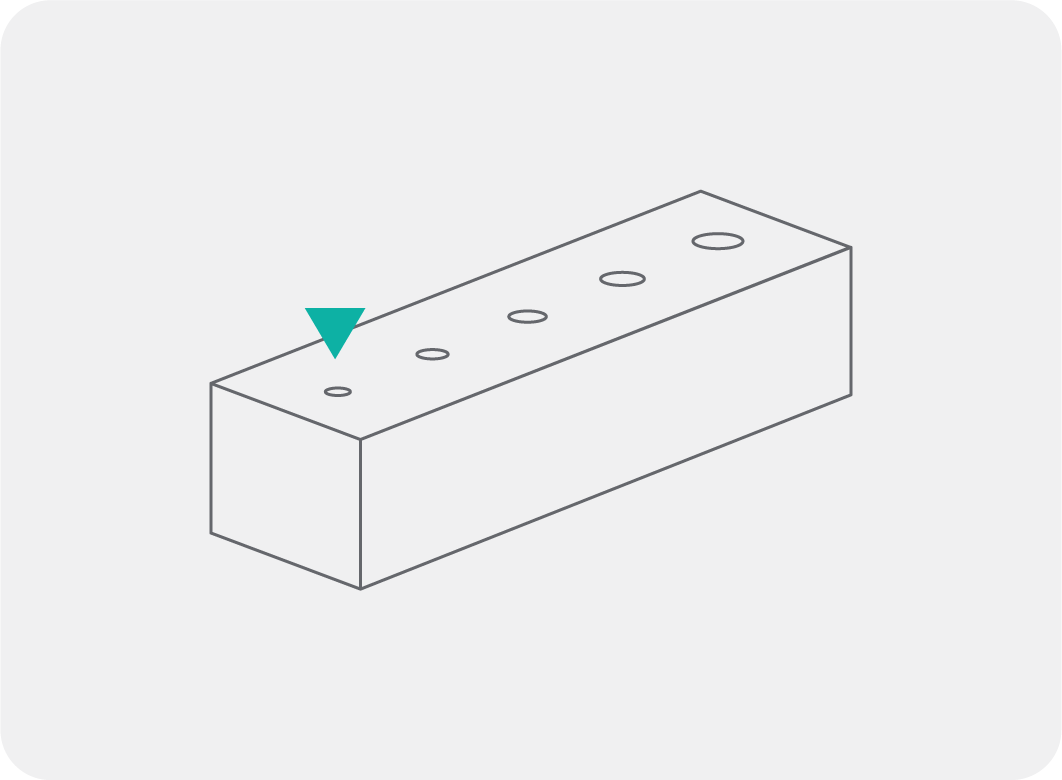
DIAMETRO MINIMO FORI
1,0 mm
I fori con diametro inferiore a 1,0 mm possono chiudersi durante la stampa.
Nota: per ottenere fori esattamente concentrici, progettare un foro pilota sottodimensionato e utilizzare un alesatore per aprire il foro al diametro previsto.
 TOLLERANZE MINIME DI ASSEMBLAGGIO
TOLLERANZE MINIME DI ASSEMBLAGGIO
Caratteristiche inferiori a 20mm²: 0,2 mm
Caratteristiche superiori a 20mm²: 0,4 mm
Lasciare un leggero spazio tra le parti stampate destinate a collegarsi o interfacciarsi dopo la stampa, come giunti di assemblaggio o ingranaggi.
 SPAZIO DI MONTAGGIO INTEGRATO
SPAZIO DI MONTAGGIO INTEGRATO
Caratteristiche inferiori a 20mm²: 0,3 mm
Caratteristiche superiori a 20mm²: 0,6 mm
Per le parti che verranno stampate insieme in un assieme integrato, lasciare uno spazio libero per evitare che le parti si fondano insieme durante la stampa.
Il successo della progettazione
Il processo di stampa 3D SLS si differenzia per l'utilizzo di polveri sciolte, fuse insieme per creare il pezzo, che consente di stampare senza strutture di supporto dedicate. Come per ogni processo, è possibile ottimizzare il progetto per ottimizzare il successo di stampa e i risultati. Questi consigli possono aiutarvi a risparmiare materiale e tempo di stampa, ottimizzando al contempo la vostra parte per una stampa e un'implementazione di successo.
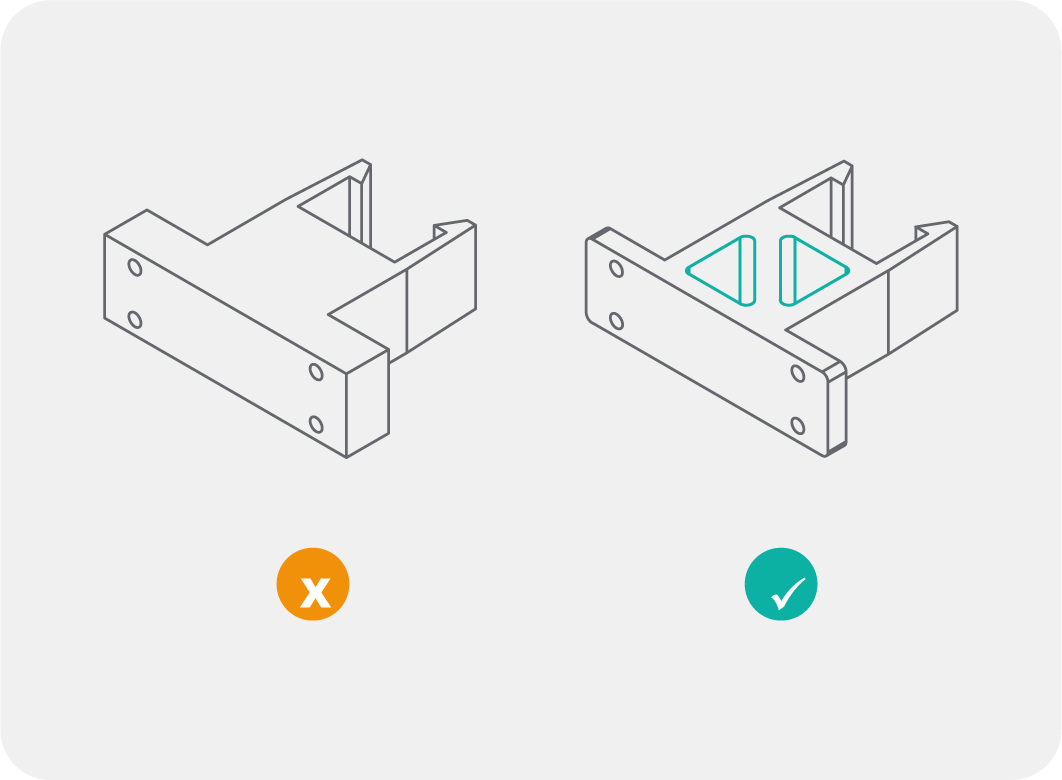 MANTENERE UNO SPESSORE UNIFORME
MANTENERE UNO SPESSORE UNIFORME
Se possibile, mantenere lo spessore dei pezzi relativamente uniforme. In questo modo si evitano problemi di deformazione quando i pezzi si raffreddano. Considerate la possibilità di sgranare i pezzi più spessi per mantenere uno spessore uniforme e risparmiare materiale.
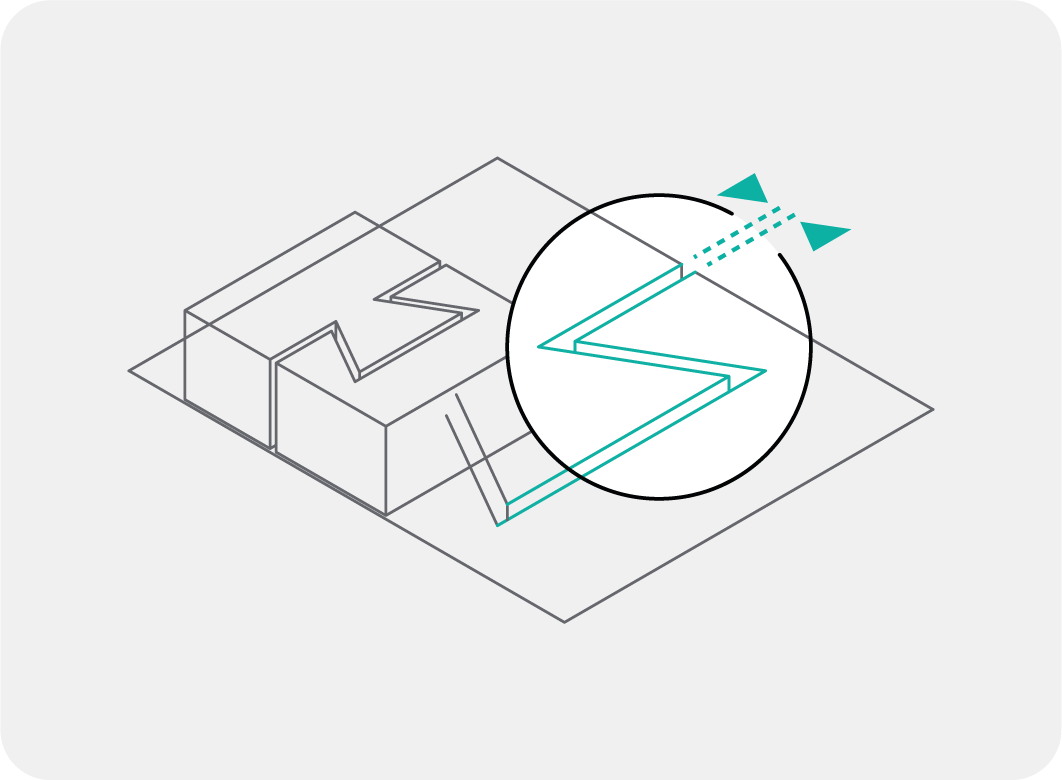
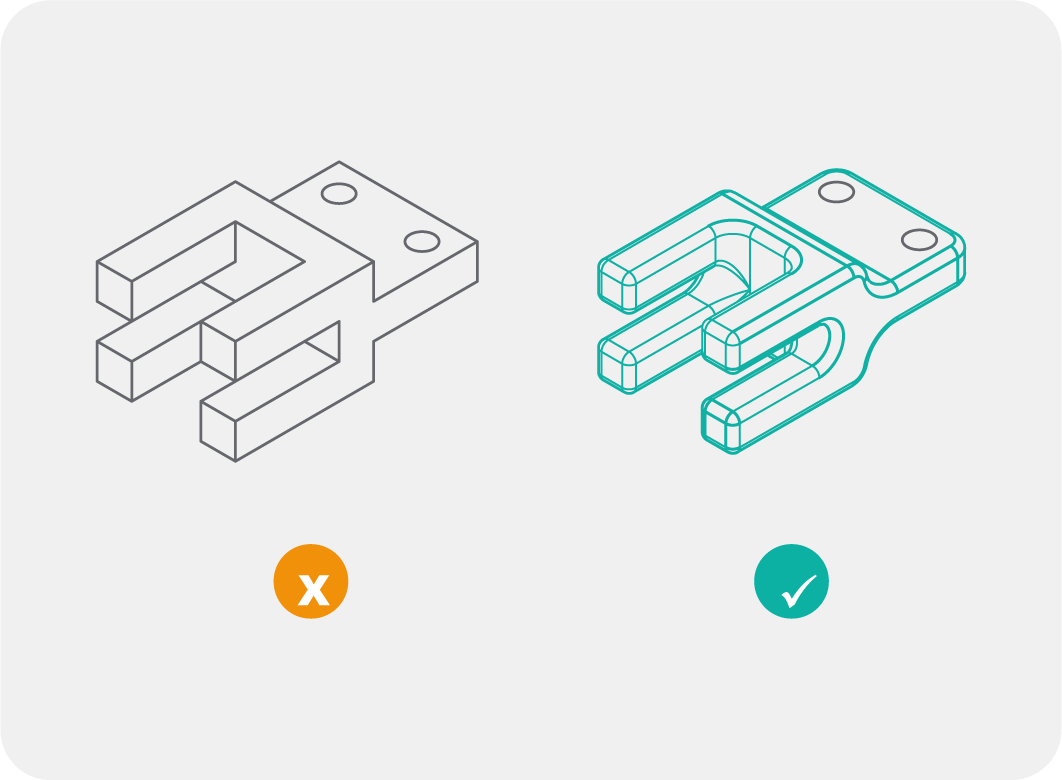 RIDURRE LE CONCENTRAZIONI DI SOLLECITAZIONI
RIDURRE LE CONCENTRAZIONI DI SOLLECITAZIONI
I pezzi possono subire un accumulo di sollecitazioni in corrispondenza di brusche variazioni della sezione trasversale, come nel caso di estrusioni sottili da basi spesse. Per ridurre queste concentrazioni di sollecitazioni, è necessario progettare transizioni graduali dei bordi anziché brusche.
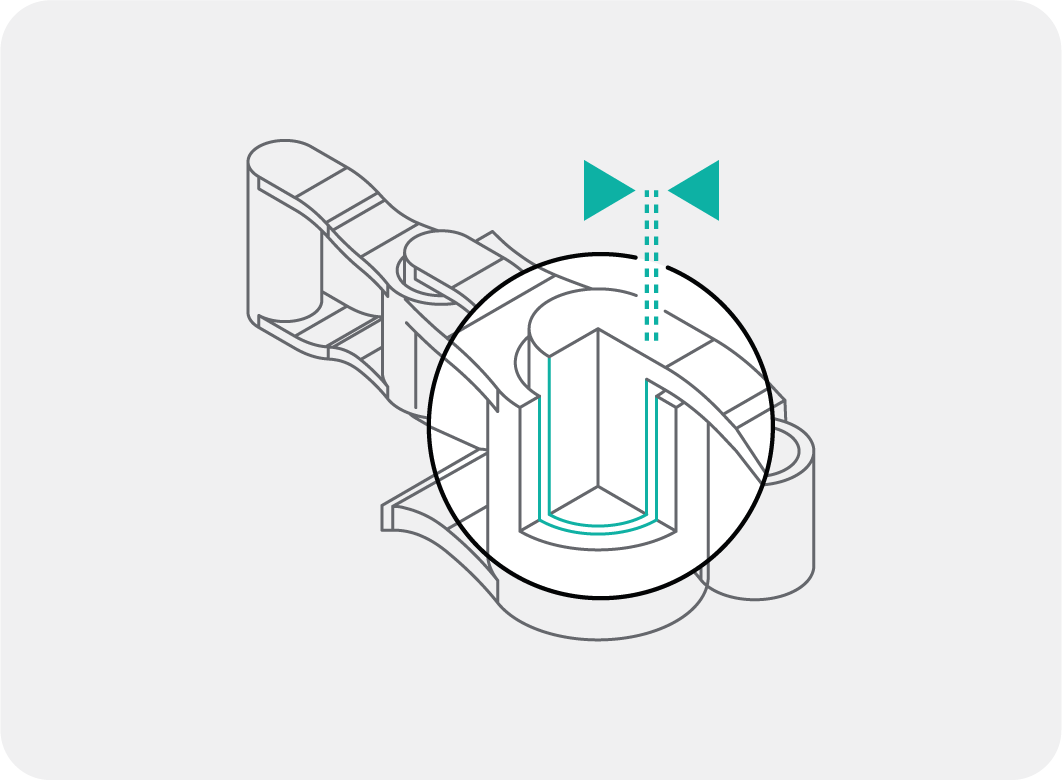
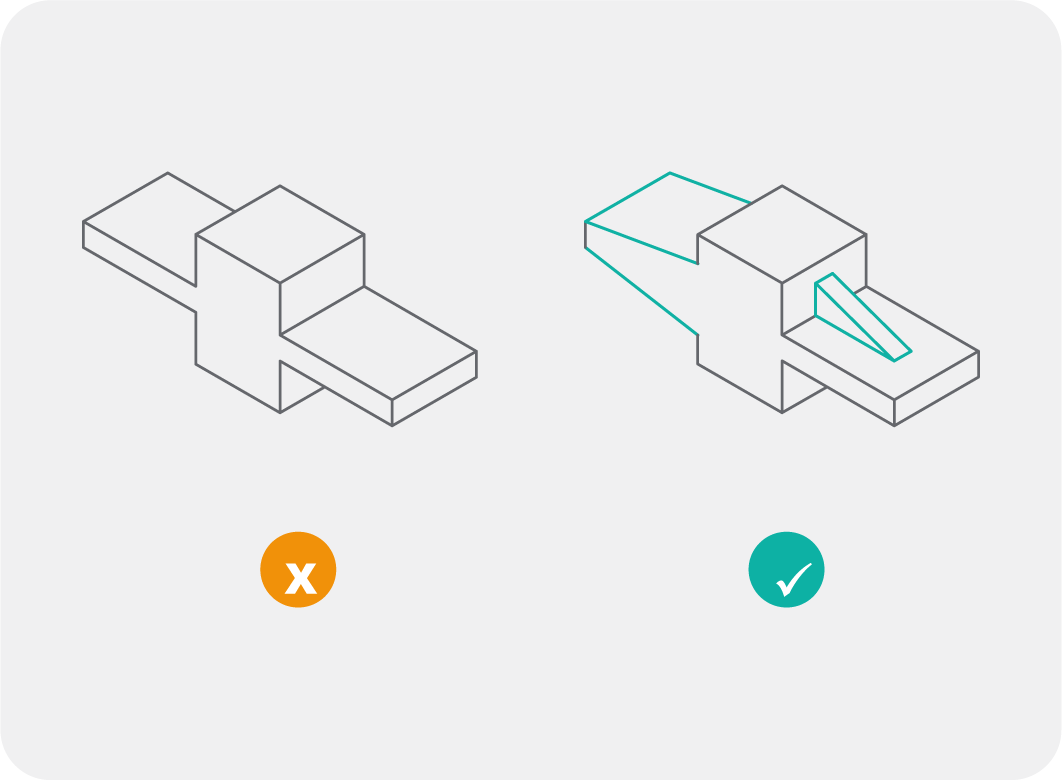 GESTIONE DEL RAPPORTO D'ASPETTO
GESTIONE DEL RAPPORTO D'ASPETTO
Le parti con un rapporto d'aspetto elevato sono soggette a deformazioni. Caratteristiche quali nervature o bozze possono ridurre il rischio di deformazione su sezioni estruse sottili come cantilever e fili.
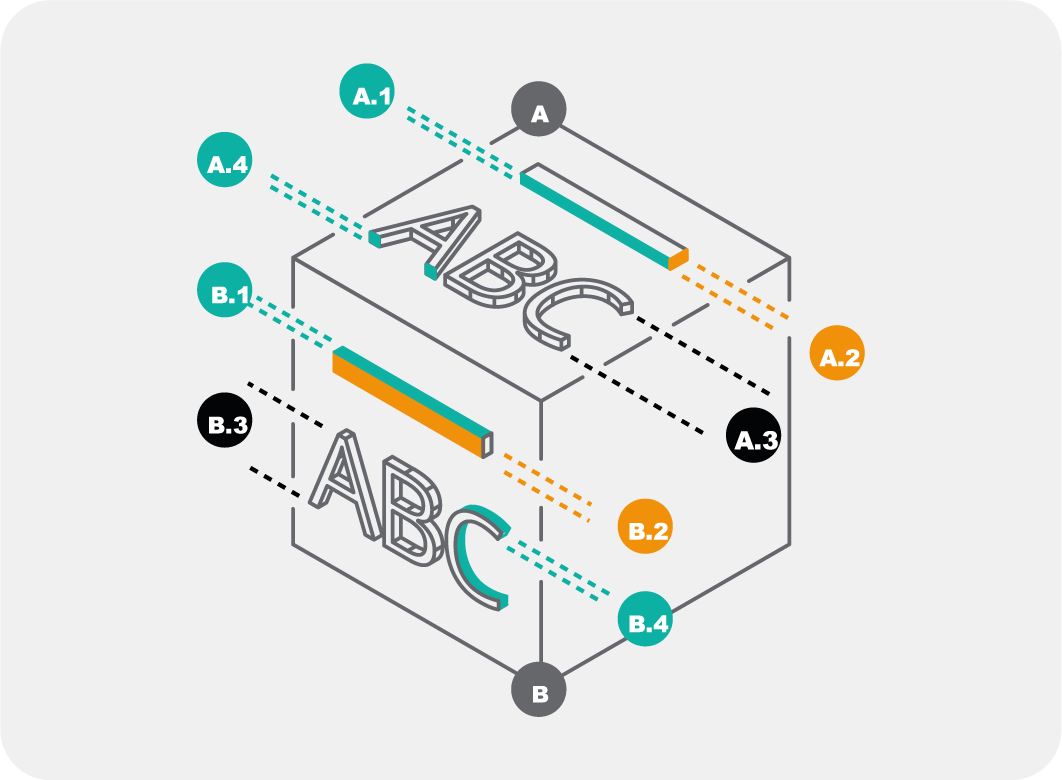 CARATTERISTICHE MINIME IN RILIEVO
CARATTERISTICHE MINIME IN RILIEVO
A. FACCE ORIZZONTALI:
A.1 Profondità: 0,15 mm
A.2 Larghezza: 0,35 mm
A.3 Altezza del carattere del testo: 4,5 mm
A.4 Profondità del carattere del testo: 0,3 mm
B. FACCE VERTICALI:
B.1 Profondità: 0,35 mm
B.2 Larghezza: 0,4 mm
B.3 Altezza del carattere di testo: 4,5 mm
B.4 Profondità del carattere del testo: 0,3 mm
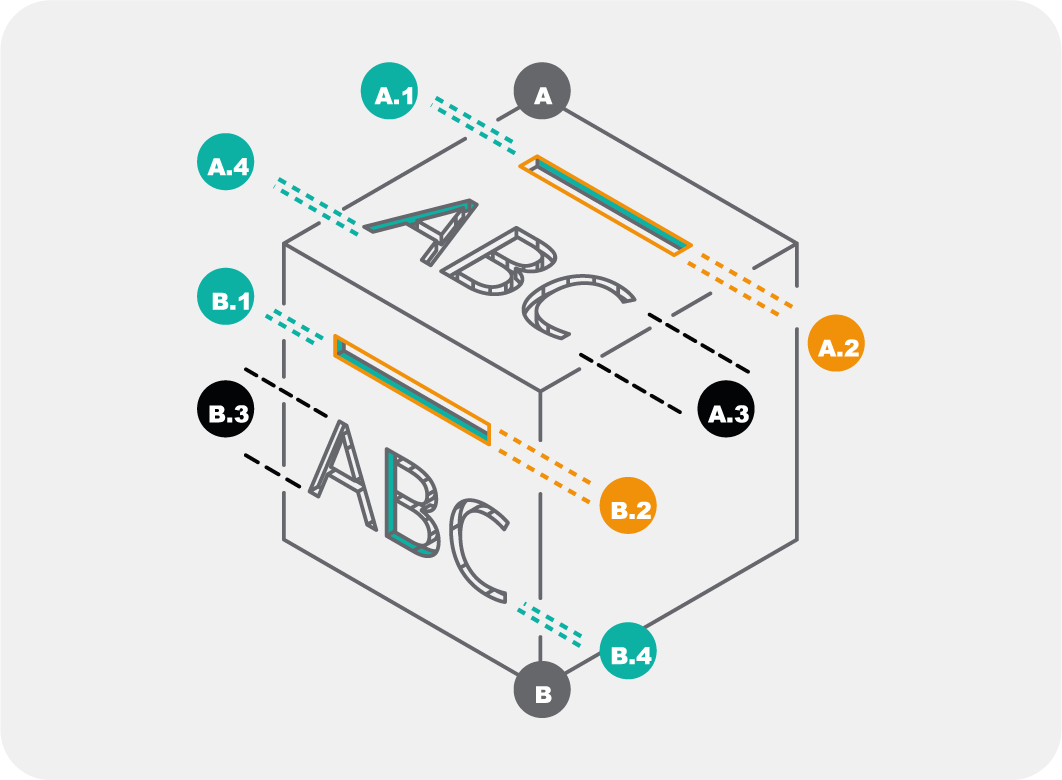 CARATTERISTICHE MINIME INCISE
CARATTERISTICHE MINIME INCISE
A. FACCE ORIZZONTALI:
A.1 Profondità: 0,1 mm
A.2 Larghezza: 0,3 mm
A.3 Altezza del carattere del testo: 3 mm
A.4 Profondità del carattere del testo: 0,3 mm
B. FACCE VERTICALI:
B.1 Profondità: 0,15 mm
B.2 Larghezza: 0,35 mm
B.3 Altezza del carattere di testo: 3 mm
B.4 Profondità del carattere del testo: 0,3 mm
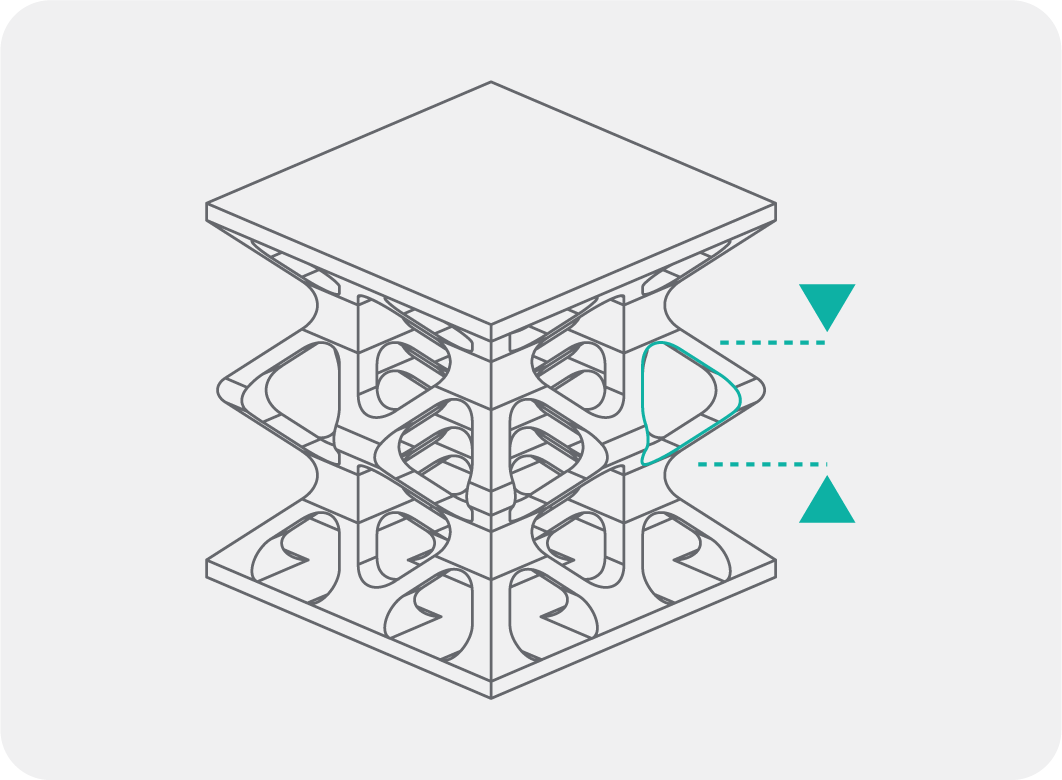 PROGETTAZIONE DEI RETICOLI
PROGETTAZIONE DEI RETICOLI
Quando si progetta una struttura a reticolo, occorre tenere presente che le polveri sciolte dovranno essere rimosse dal reticolo. Per garantire una facile rimozione delle polveri, progettare reticoli con spazi non inferiori a 8 mm e lasciare facce aperte nel reticolo in modo da non intrappolare la polvere all'interno.
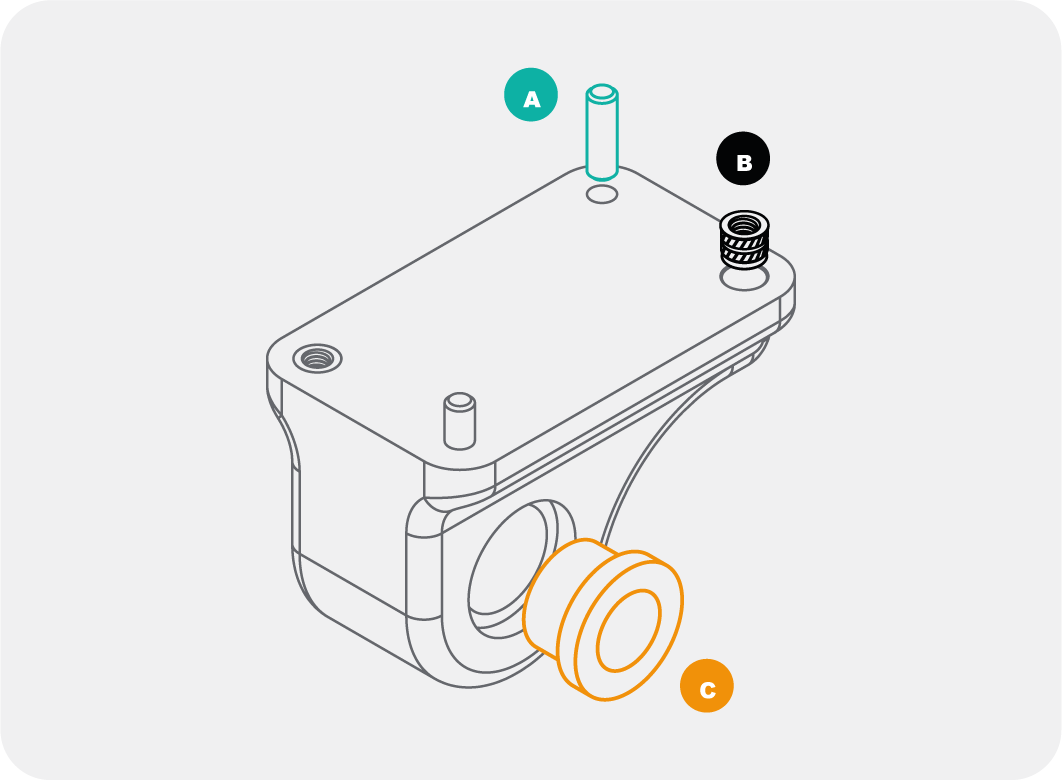 INTEGRAZIONE DELL'HARDWARE NEI PROGETTI
INTEGRAZIONE DELL'HARDWARE NEI PROGETTI
Individuate i casi in cui ha senso integrare l'hardware nei vostri progetti stampati.
Ecco alcuni esempi:
A Perni di fissaggio come elementi di localizzazione precisi
B Inserti termofissati per connessioni filettate durevoli
C Boccole per interfacce concentriche con alberi o binari
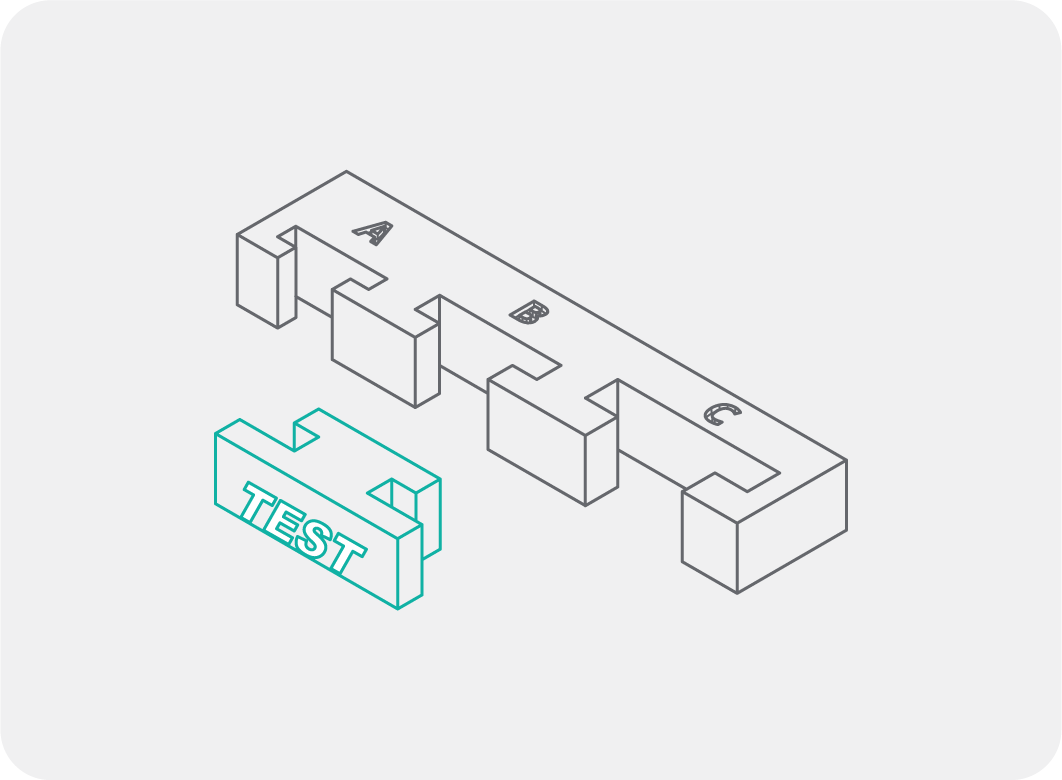 IN CASO DI DUBBIO, FATE UNA PROVA!
IN CASO DI DUBBIO, FATE UNA PROVA!
Se siete preoccupati per il successo di una caratteristica specifica, create una piccola stampa di prova della geometria in questione. Isolate la caratteristica e stampate il pezzo di prova con lo stesso orientamento previsto per il pezzo completo, per ottenere la migliore indicazione del successo del progetto.
Nota: si consiglia di provare a stampare più pezzi di prova con dimensioni diverse in una sola volta per testare i vari accoppiamenti prima di impegnarsi in una stampa più grande.
Seguendo queste linee guida, potrai creare modelli pronti per la stampa, ottimizzati per il processo SLS e ridurre al minimo i rischi di errori o difetti. Siamo a tua disposizione per ogni ulteriore chiarimento o per assisterti nella revisione dei tuoi file.
Contattaci per un preventivo rapido, il nostro servizio di assistenza ti guiderà nella scelta del materiale e dei sistemi più adatti al tuo progetto.